糖心vlog官网套加工厂 进口浸树脂糖心vlog官网 耐压糖心vlog官网批发 屏蔽泵糖心vlog官网套定制

捷诚石墨
13549365158
更多信息资讯扫描二维码咨询了解







-
 浸铜糖心vlog官网加工厂 高密度石墨密封环批发 进口浸锑糖心vlog官网套 抗氧化石墨密封圈定制
浸铜糖心vlog官网加工厂 高密度石墨密封环批发 进口浸锑糖心vlog官网套 抗氧化石墨密封圈定制 -
 进口无油糖心vlog官网批发 水泵石墨密封圈定制 浸锑糖心vlog官网套价格 旋转接头碳石墨密封环加工厂
进口无油糖心vlog官网批发 水泵石墨密封圈定制 浸锑糖心vlog官网套价格 旋转接头碳石墨密封环加工厂 -
 石墨潜水泵轴承定制 进口磁力泵止推轴承 浸树脂石墨密封轴套加工厂 抗氧化糖心vlog官网批发价格
石墨潜水泵轴承定制 进口磁力泵止推轴承 浸树脂石墨密封轴套加工厂 抗氧化糖心vlog官网批发价格 -
 电动水泵碳糖心vlog官网生产厂家 进口屏蔽泵糖心vlog官网 高密度糖心vlog官网轴套 水泵糖心vlog官网规格型号
电动水泵碳糖心vlog官网生产厂家 进口屏蔽泵糖心vlog官网 高密度糖心vlog官网轴套 水泵糖心vlog官网规格型号 -
 浸渍呋喃树糖心vlog官网加工厂 密封止推糖心vlog官网定制 进口石墨轴套规格 耐1000度高温密封圈 机械石墨密封环厂家
浸渍呋喃树糖心vlog官网加工厂 密封止推糖心vlog官网定制 进口石墨轴套规格 耐1000度高温密封圈 机械石墨密封环厂家 -
 石墨自密封环厂家 浸树脂石墨环定制 膨胀石墨密封环批发 耐高温糖心vlog官网耐磨套
石墨自密封环厂家 浸树脂石墨环定制 膨胀石墨密封环批发 耐高温糖心vlog官网耐磨套 -
 磁力泵糖心vlog官网加工厂 精密糖心vlog官网批发 抗氧化糖心vlog官网套定制 电动水泵碳糖心vlog官网价格
磁力泵糖心vlog官网加工厂 精密糖心vlog官网批发 抗氧化糖心vlog官网套定制 电动水泵碳糖心vlog官网价格 -
 耐压糖心vlog官网生产厂家 潜水泵糖心vlog官网批发 抗氧化糖心vlog官网密封件 自润滑镶嵌糖心vlog官网价格
耐压糖心vlog官网生产厂家 潜水泵糖心vlog官网批发 抗氧化糖心vlog官网密封件 自润滑镶嵌糖心vlog官网价格 -
 高硬度糖心vlog官网加工厂 抗氧化糖心vlog官网定制 四氟浸锑导向止推糖心vlog官网价格 进口石墨薄壁轴承
高硬度糖心vlog官网加工厂 抗氧化糖心vlog官网定制 四氟浸锑导向止推糖心vlog官网价格 进口石墨薄壁轴承 -
 浸树脂石墨轴套批发 进口耐酸碱糖心vlog官网 旋转接头碳石墨密封环加工厂 耐高温碳石墨密封圈
浸树脂石墨轴套批发 进口耐酸碱糖心vlog官网 旋转接头碳石墨密封环加工厂 耐高温碳石墨密封圈 -
 耐高温石墨环批发厂家 石墨浸渍石墨耐磨轴承 机械密封石墨密封环定制 进口400度耐高温石墨密封圈
耐高温石墨环批发厂家 石墨浸渍石墨耐磨轴承 机械密封石墨密封环定制 进口400度耐高温石墨密封圈
石墨是生产和生活中非常常见的黑色非金属原料。具有低密度、耐高温、导电导热、润滑性、化学稳定性、可塑性和抗热震性等优良性能。由于石墨属于六方晶系,层间结合力弱,内部气孔率高,抗拉强度低,加工性能好。根据其不同的特性,其应用也非常广泛,如:根据其化学稳定性,可制成墨水、铅笔芯等。根据其耐高温性能,可制成提金磨料。根据它的导电性和导热性。测可以制成电加工机的电极。
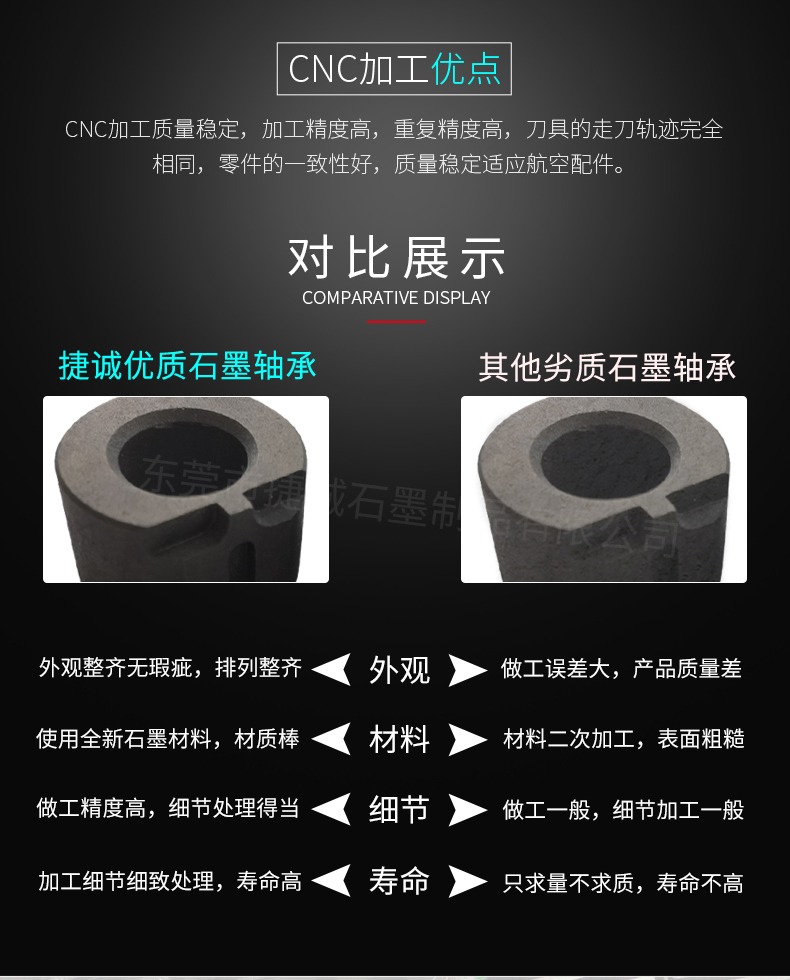
石墨零件结构复杂,精度要求高。一般来说,他们要求质量高。由于上述特点,在加工过程中容易产生不合格的刃锯齿、掉渣、倒角。
二、石墨加工刀具的选择
刀具的正确选择直接决定了加工的效率和质量。因此,为了有效地控制加工质量,必须选择合理有效的刀具。比如石墨本身就容易切削,所以对于一些表面精度要求较低,成本控制的产物,可以使用高钢刀具。刀具的切削性能直接决定了刀具的加工质量、加工效率和耐用度,因此必须合理选择刀具材料。刀具的硬度和韧性是矛盾的。硬度越高,耐磨性越好,但韧性越低,质地越脆。同时,石墨被石墨笔翱压缩。
它只能从干切削开始。但是高速钢的耐磨性很差,在加工过程中容易产生严重磨损。因此,对于精度和质量要求高的石墨制品,不应使用高速钢刀具进行加工,而应使用涂层刀具或耐磨刀具。切割工具。例如硬质合金涂层刀具、硬质合金驰骋8刀具等。硬质合金主要由罢颈颁、罢补颁、奥颁等难熔金属碳化物组成。铁粉是用冶金方法提取的。与普通高速钢相比,硬质合金具有硬度高、耐磨性好的优点。同时,与超硬材料相比,硬质合金具有韧性好的优点。硬质合金钢的流入非常广泛,不仅提高了生产效率,也提高了石墨产物的质量。因此,在选择刀具时,必须做出最恰当的选择。
第叁,合理选择刀具的几何角度。
选择合适的石墨刀具几何角度,有助于减小刀具的振动,石墨工件不易塌陷。
石墨以负前角加工时,切削刃强度较好,耐冲击性和耐摩擦性较好。随着负前角绝对值的减小,侧面磨损面积变化不大,但总体趋势较小。有前角切削石墨时,切削刃强度随前角的增大而降低。侧面磨损增加。前角为负时,切削阻力大,切削振动增大。加工大前角时,刀具磨损严重,振动大。
如果后角增大,刀具刃口强度降低,侧面磨损面积逐渐增大。当刀具后角过大时,切削振动加强。
螺旋角较小时,同一切削刃上切削石墨工件的切削刃长度最长,切削阻力最大,切削冲击力最大。所以刀具磨损、铣削力、切削振动是最大的。当螺旋角较大时。当铣削力方向偏离工作面时,石墨材料的崩解加剧了切削冲击,刀具磨损、铣削力和切削振动也随之增大。
因此,刀具角度变化对刀具磨损、铣削力和切削振动的影响是前角、后角和螺旋角的综合作用。所以一定要注意选择。
四、石墨加工工具涂层
涂层金刚石工具具有硬度高、耐磨性好、摩擦系数低的优点。目前,金刚石涂层刀具是石墨加工的最佳选择,更能体现金刚石磨具的优异性能。涂层金刚石硬质合金工具的优点是它结合了天然金刚石的硬度和硬质合金的强度和断裂韧性。
第五,强化刀刃。
刀刃钝化也是一个非常重要的问题。金刚石砂轮的硬质合金刃口不同于小锯片和锯齿。在石墨切削中,对刀具性能和用量的稳定性提出了更高的要求。特别是金刚石涂层工具,在涂装前必须进行钝化处理,以保证涂层的牢固性和使用寿命。刀具钝化的目的是解决切削刃缺陷,降低或消除切削刃值,达到光滑、锋利、牢固、耐磨的目的。
石墨加工
六、刀具加工条件
选择合适的加工条件对刀具寿命和加工质量有很大影响。选择正确的速度和进给速度。一般来说,由于石墨材料易于切削,在加工过程中可选择高速、快进给、大刀具的切削参数,可有效提高加工效率。但由于石墨容易出现塌角、掉渣和锯齿形成,尤其是在边缘等处。,在加工过程中应适当减少这些部位的锯齿。速度和进给速度不应被切断。
清理工件表面的石墨粉有助于减少刀具的二次磨损,延长刀具寿命,减少石墨粉对机床丝杠和导轨的影响。
有两种切削方法:铣削和反向铣削。判断铣削或逆铣与刀具旋转方向一致,也是正铣,但逆铣。
因为切削振动磨削比逆铣好,所以内外轮廓的铣削要。因为刀具的厚度从最大减小到零,所以有跳刀现象,哪里都切不到。相反,在逆铣开始时,切削厚度很小,一旦刀片遇到硬颗粒或切削颗粒,就会引起震颤或跳刀。同时一定要尽量避免吃很多刀,防止掉角或者脱落。
石墨加工
七。合理的切割方法
因为不同的加工曲面需要不同的刀具轨迹,所以我们需要根据不同的情况确定不同的刀具轨迹。
加工平面时,应采取螺旋进给或斜进给,以免损伤零件或本体的断面。应避免在斜面上进行石墨加工、喷漆和铣削,最好使用钻铣床。因为拉削和铣削容易在产物表面形成波浪状的表面,尤其是工作时间过长,有很大几率刀具会直接振动,形成波浪状的外观。
总之,为了避免零件的表面损伤,需要安排合理的路径,避免在切断的工件上形成工作面孤岛。